ГОСТ 10117-91 Группа Д92
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР БУТЫЛКИ СТЕКЛЯННЫЕ ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ Технические условия Glass bottles for food liquids. Specifications
ОКП 59 8700
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 74 "Стеклянная тара" РАЗРАБОТЧИКИ Л.С.Сергеева, канд. техн. наук (руководитель темы); В.А.Макаров; Л.Ф.Коршунова, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета по стандартизации и метрологии СССР от 02.07.91 N 1192 Изменение N 1 ГОСТ 10117-91 Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11 от 25 апреля 1997 г.). За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. Срок первой проверки - 1995 г. Периодичность проверки - 5 лет
4. Стандарт в части размеров венчиков горловин соответствует международным стандартам ИСО 8162 "Тара стеклянная. Высокие венчики горловин для кроненпробки", ИСО 9056 "Тара стеклянная. Типы венчиков горловин под колпачок с предохранительной полоской, сигнализирующей о вскрытии изделий. Размеры", СТ СЭВ 6814-89 "Венчик горловин стеклянных бутылок комбинированный. Основные размеры"
5. ВЗАМЕН ГОСТ 10117-80 и ГОСТ 13906-78
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер раздела, пункта, подпункта |
| ГОСТ 164-90 | 4.4 |
| ГОСТ 2603-79 | 4.16.1 |
| ГОСТ 3118-77 | 4.16.1 |
| ГОСТ 12601-76 | 4.16.1 |
| ГОСТ 13903-93 | 4.10 |
| ГОСТ 13904-93 | 4.11 |
| ГОСТ 13905-78 | 4.12 |
| ГОСТ 14192-96 | 2.2.2 |
| ГОСТ 15150-69 | 5.2 |
| ГОСТ 24980-69 | 4.2, 4.4, 4.5, 4.7-4.9, 4.14 |
| ГОСТ 25706-83 | 4.3 |
| ГОСТ 26586-85 | 1.1 |
| ГОСТ 30288-95 | Разд.6 |
| ОСТ 21-51-82 | 2.1.2 |
7. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменением N 1, принятым в октябре 1997 г. (ИУС N 1-98) Настоящий стандарт распространяется на стеклянные бутылки, предназначенные для розлива, хранения и транспортирования пищевых жидкостей. Стандарт не распространяется на бутылки для молока и молочных продуктов. Требования по безопасности изложены в пп.1.5а, 2.1.2, 2.1.4.1-2.1.4.5, 2.1.12, 2.1.14-2.1.16 в соответствии с ГОСТ 30288. Термины и определения дефектов приведены в ГОСТ 30005. (Измененная редакция, Изм. N 1).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Типы бутылок, венчиков горловин должны соответствовать указанным в табл.1.
Таблица 1
| Тип бутылки | Номер чертежа бутылки | Номинальная вместимость, см3 | Тип венчика горловины | Номер чертежа венчика горловины |
| I | 1 | 700, 200 | К | 13 |
| II | 2 | 750, 400 | Ш или КПШ | 15 или 16 |
| III | 3 | 500 | К | 13 |
| 250 | К | 13 | ||
| 100 | А или В1 | 18 или 19 | ||
| IV | 4 | 500, 250 | К | 13 |
| V | 5 | 330 | КП | 14 |
| VI | 6 | 700 | В | 17 |
| VII | 7 | 775 | КП или В | 14 или 17 |
| IX | 8 | 544 | К или В | 13 или 17 |
| Ха | 9а | 500 | КП | 14 |
| Хб | 96 | 330 | КП | 14 |
| XI | 10 | 200 | КП | 14 |
| XII | 11 | 750, 500 | К или В | 13 или 17 |
| XIII | 12 | 750 | В | 17 |
Примечание. Допускается применять на внутреннем рынке типы бутылок, указанные в ГОСТ 26586, согласно требованиям настоящего стандарта. 1.2. Размеры бутылок должны соответствовать указанным на черт.1-12 и в табл.2-7. Допускается углубление от 0,2 до 1,0 мм по высоте цилиндрической части корпуса бутылки под этикетку.
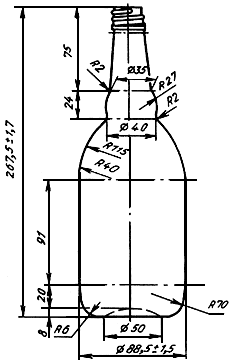
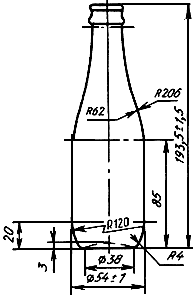
Бутылка типа I
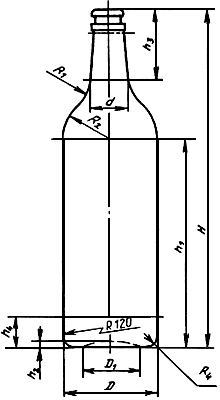
Черт.1
Таблица 2
Параметры бутылки типа I
| Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | ||||||||||
| номинальная | полная | H | D | D1 | d | h1 | h2 | h3 | h4 | R1 | R2 | |
| 700 | 725±15 | 280±2 | 75,5±1,5 | 53 | 32 | 175 | 6 | 57 | 23 | 35 | 38 | 570 |
| 200 | 215±7 | 193,5±1,5 | 54±1 | 35 | 30 | 105 | 3 | 56 | 20 | 29 | 28 | 240 |
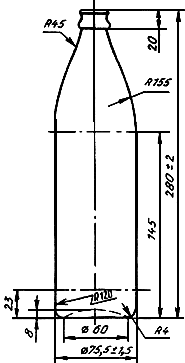
Бутылка типа II
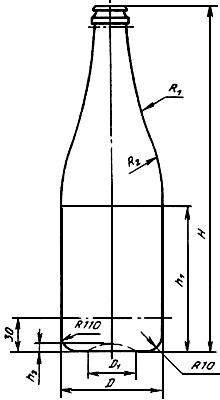
Черт.2
Таблица 3
Параметры бутылки типа II
| Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | |||||||
| номинальная | полная | H | D | D1 | h1 | h2 | R1 | R2 | |
| 750 | 785±15 | 302±2 | 87,5±1,5 | 46 | 127 | 8 | 227 | 160 | 940 |
| 400 | 430±10 |
245
|
70,5±1,5 | 50 | 105 | 5 | 172 | 120 | 530 |
Примечание. Сопряжение корпуса с дном у бутылок вместимостью 750 см3 выполняют одним радиусом R 15.
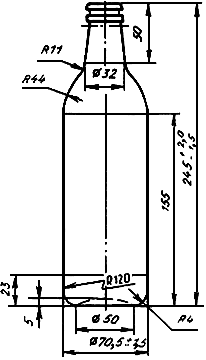
Бутылка типа III
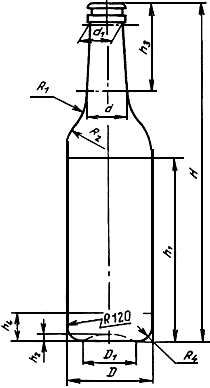
Черт.3
Таблица 4
Параметры бутылки типа III
| Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | |||||||||||
| номинальная | полная | H | D | D1 | h1 | h2 | h3 | h4 | d < | d1 | R1 | R2 | |
| 500 | 535±10 | 278±2 | 68,5±1,5 | 46 | 150 | 5 | 74 | 23 | 33 | 25,5 | 55 | 50 | 450 |
| 250 | 270±10 | 219,5±1,5 | 55±1 | 35 | 114 | 3 | 56 | 20 | 28 | 25,5 | 52 | 55 | 260 |
| 100 | 110±3 | 150±1,0 | 43±1 | 26 | 85 | 3 | 41 | 15 | 24 | 18* | 27 | 16 | 110 |
________________ * При изготовлении бутылок с венчиком горловины типа В1 d1 должен быть 15,8. Примечание. Сопряжение корпуса с дном у бутылок вместимостью 100 см3 выполняют одним радиусом R 4.
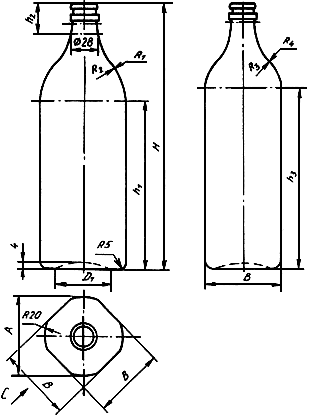
Бутылка типа IV

Черт.4
Таблица 5
Параметры бутылки типа IV
| Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | ||||||||||
| номинальная | полная | H | D | D1 | h1 | h2 | h3 | h4 | d | R1 | R2 | |
| 500 | 535±10 |
245
|
70,5±1,5 | 50 | 134 | 5 | 37 | 23 | 29 | 105 | 75 | 430 |
| 250 | 270±10 | 199,5±1,5 | 60±1 | 40 | 90 | 3 | 40 | 20 | 27 | 112 | 60 | 260 |
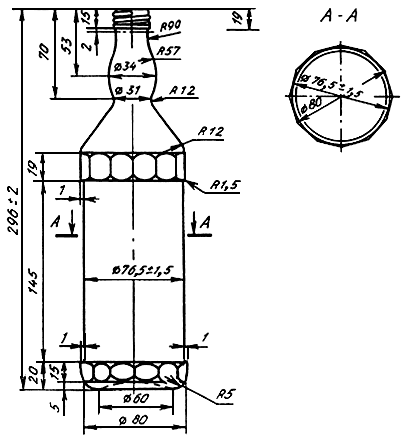
Бутылка типа V
Номинальная вместимость, см3 - 330. Полная вместимость, см3 - 350±10. Масса бутылки, г (рекомендуемая) - 370 Черт.5
Примечание. Допускается изготовлять бутылки без углубления на цилиндрической части корпуса
Бутылка типа VI
Номинальная вместимость, см3 - 700. Полная вместимость, см3 - 725±15. Масса бутылки, г (рекомендуемая) - 600 Черт.6
Бутылка типа VII
Номинальная вместимость, см3 - 775. Полная вместимость, см3 - 800±15. Масса бутылки, г (рекомендуемая) - 560 Черт.7
Бутылка типа IX
Номинальная вместимость см3 - 544. Полная вместимость, см3 - 575±15. Масса бутылки, г (рекомендуемая) - 450 Черт.8
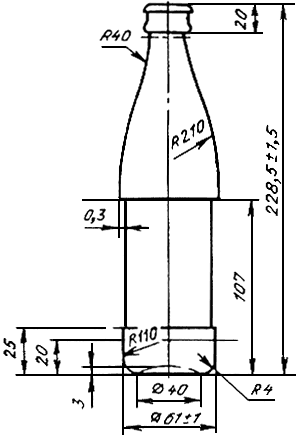
Бутылки типа Х
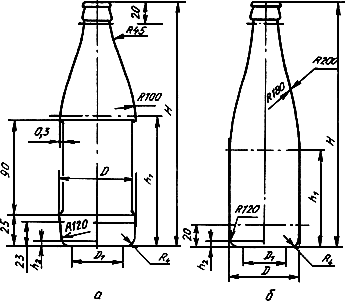
Черт.9
Таблица 6
Параметры бутылок типа Х
| Тип бутылки | Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | |||||
| номинальная | полная | H | D | D1 | h1 | h2 | ||
| Ха | 500 | 520±7 | 228,5±1,5 | 70,5±1,5 | 50 | 125 | 5 | 410 |
| Хб | 330 | 345±7 | 228,5±1,5 | 62±1 | 40 | 93 | 3 | 350 |
Примечание. Допускается изготовлять бутылки без углубления на цилиндрической части корпуса.
Бутылка типа XI
Номинальная вместимость, см3 - 200. Полная вместимость, см3 - 215±7. Масса бутылки, г (рекомендуемая) - 240 Черт.10
Бутылка типа XII Вид С
Черт.11
Таблица 7
Параметры бутылки типа XII
| Вместимость, см3 | Размеры, мм | Масса бутылки, г, рекомендуемая | |||||||||||
| номинальная | полная | H | B | D1 | h1 | h2 | h3 | A | R1 | R2 | R3 | R4 | |
| 750 | 780±15 | 263±2 | 72,5±1,5 | 60 | 168 | 30 | 180 | 85 | 47 | 46 | 30 | 47 | 600 |
| 500 | 535±10 |
245
|
62,5±1,5 | 52 | 164 | 40 | 174 | 74 | 21 | 37 | 24,5 | 21 | 480 |
Бутылка типа XIII
Номинальная вместимость, см3 - 750. Полная вместимость, см3
- 760 . Масса бутылки, г (рекомендуемая) - 620 Черт.12
. Масса бутылки, г (рекомендуемая) - 620 Черт.12
1.1, 1.2. (Измененная редакция, Изм. N 1).
1.3. Контролируемые размеры и параметры бутылок: общая высота бутылки, наружный
диаметр корпуса бутылки, полная вместимость.
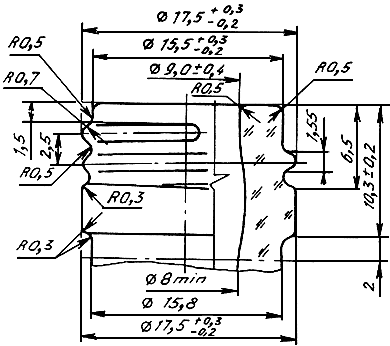
1.4. Размеры венчиков горловин бутылок должны соответствовать указанным на черт.13-19.
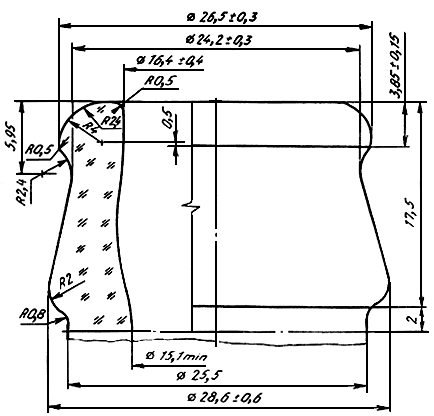
Венчик типа К
Черт.13
Венчик типа КП
Черт.14
Венчик типа Ш
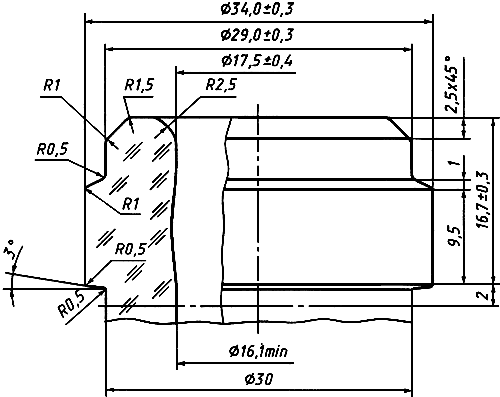
Черт.15
Венчик типа КПШ
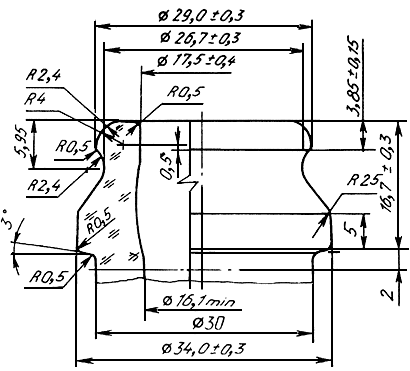
Черт.16
Венчик типа В
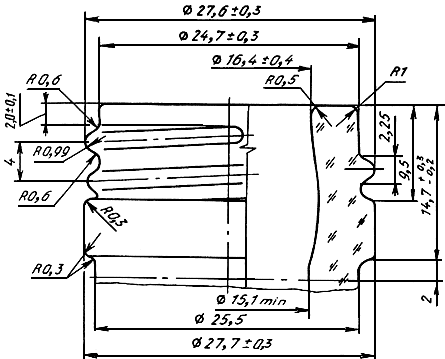
Черт.17
Примечание. Допускается внутренний диаметр 17,5±1 на глубине 3 мм от верхнего края.
Венчик типа В1
Черт.18
Венчик типа А
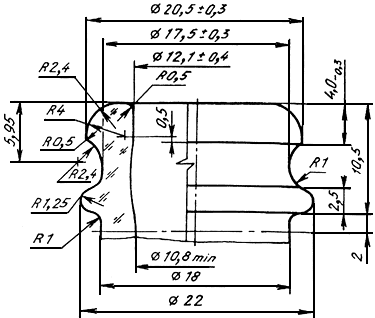
Черт.19
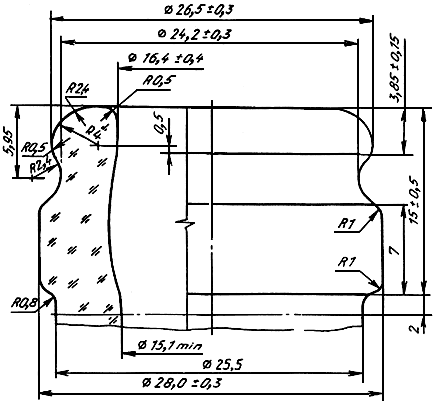
Венчик типа КН
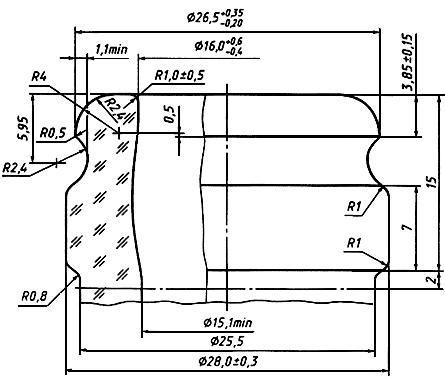
Контролируемые размеры венчика горловины: внутренний диаметр венчика горловины
 16
16 , должен быть на глубине
1,5 - 3 мм от верхнего края;
26,5
, должен быть на глубине
1,5 - 3 мм от верхнего края;
26,5 ;
15,1 min; 1,1 min Черт.20
;
15,1 min; 1,1 min Черт.20
Венчик типа КПН
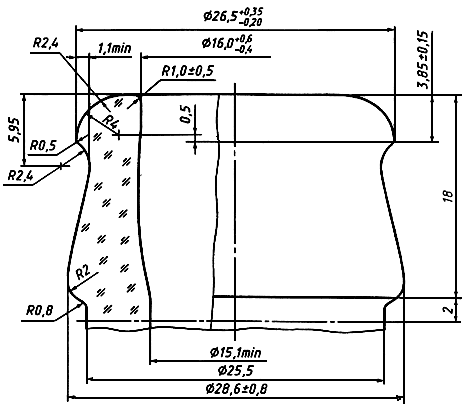
Контролируемые размеры венчика горловины: внутренний диаметр венчика горловины
16, должен быть на глубине
1,5-3 мм от верхнего края;
26,5;
15,1 min; 1,1 min Черт.21
Венчик типа ВН
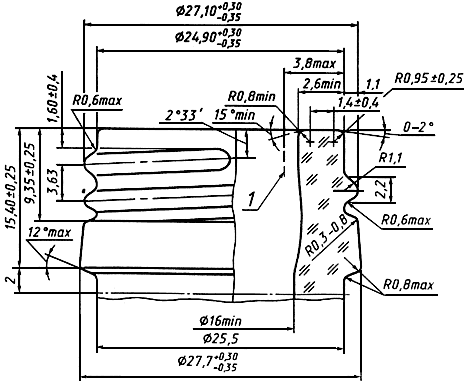
1 - максимальная толщина стенки венчика горловины. Контролируемые размеры венчика
горловины:
27,10 ;
24,90;
27,7;
16 min Черт.22
;
24,90;
27,7;
16 min Черт.22
Венчик типа В1H
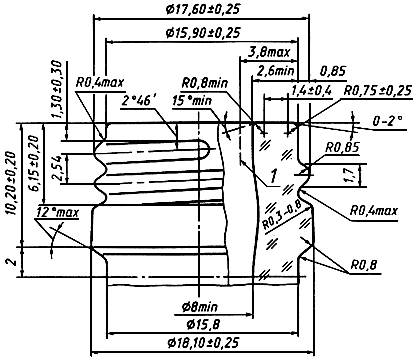
1 - Максимальная толщина стенки венчика горловины. Контролируемые размеры венчика
горловины:
17,60±0,25;
15,90±0,25;
18,10±0,25;
8 min Черт.23
1.5. Контролируемые размеры венчиков горловин бутылок должны соответствовать указанным в табл.8. Остальные размеры, указанные на чертежах, - справочные.
Таблица 8
| Контролируемый размер венчика горловины, мм | ||||||
| Номер чертежа венчика горловины | Тип венчика горловины | Внутренний диаметр | Диаметр укупорочного кольца | Диаметр под укупорочным кольцом | Диаметр укрепляющего кольца | |
| до глубины 3 мм от верхнего торца венчика | минимальный в остальной части горловины | |||||
| 13 | К | 16,4±0,4 | 15,1 | 26,5±0,3 | 24,2±0,3 | 28,0±0,3 |
| 14 | КП | 16,4±0,4 | 15,1 | 26,5±0,3 | 24,2±0,3 | - |
| 15 | Ш | 17,5±0,4 | 16,1 | - | - | 34,0±0,3 |
| 16 | КПШ | 17,5±0,4 | 16,1 | 29,0±0,3 | 26,7±0,3 | 34,0±0,3 |
| 17 | В | 16,4±0,4 | 15,1 | 27,6±0,3 (диаметр резьбы) | - | 27,7±0,3 |
| 18 | B1 | 9,0±0,4 | 8,0 |
17,5
|
- |
17,5
|
| 19 | А | 12,1±0,4 | 10,8 | 20,5±0,3 | 17,5±0,3 | - |
Примечание. Допускается изготовлять бутылки с венчиками горловин типов КН, КПН, ВН и B1H (по черт.20-23) по согласованию с заказчиком, за исключением бутылок типа III с венчиком горловины типа В и ВН. 1.4, 1.5. (Измененная редакция, Изм. N 1). 1.5а. Диаметр укупорочного кольца венчика горловины типов К, КП, КН, КПН, диаметр резьбы венчика типов В, В1, ВН, В1Н и внутренний диаметр венчика типа III относятся к показателям безопасности. (Введен дополнительно, Изм. N 1). 1.6. Условное обозначение бутылок должно содержать: обозначение типа бутылки и типа венчика горловины, номинальную вместимость, обозначение настоящего стандарта. Пример условного обозначения бутылки типа I с комбинированным венчиком горловины, номинальной вместимостью 700 см3:
Бутылка типа I-K-700 ГОСТ 10117-91
1.7. Назначение типов бутылок и цвет стекла приведены в приложении 2. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Бутылки должны соответствовать требованиям настоящего стандарта и технологическим
регламентам.
2.1.2. Бутылки изготовляют из стекла по ОСТ 21-51.
2.1.3. Цвет стекла бутылок должен соответствовать марке стекла по ОСТ 21-51. В бутылках
из зеленого и коричневого стекла интенсивность окраски должна обеспечивать возможность
визуального контроля содержимого.
2.1.4. На бутылках не допускаются:
2.1.4.1. Сквозные посечки, прилипы стекла, острые швы.
2.1.4.2. Стеклянные нити на внутренней поверхности.
2.1.4.3. Сколы.
2.1.4.4. Открытые пузыри на внутренней поверхности.
2.1.4.5. Инородные включения, имеющие вокруг себя посечки и трещины.
2.1.4.6. Закрытые пузыри размером более 1 мм в сосредоточенном виде.
2.1.4.7. Несмываемые загрязнения.
2.1.4.8. Непрозрачные пузыри размером более 5 мм и в количестве более 1 шт.
2.1.4.9. Резко выраженные складки, кованость и волнистость, заметная при заполнении
водой.
2.1.4.10. Поверхностные посечки длиной более 5 мм в сосредоточенном виде.
2.1.4.11. Закрытые пузыри, открытые пузыри на наружной поверхности и инородные включения
в количестве и по размерам более указанных в табл.9.
Таблица 9
| Номинальная вместимость бутылок, см3 | Размер, мм | Количество, шт. | ||
| пузыря | инородного включения | пузырей | инородных включений | |
| До 250 включ. | Св. 1,0 до 1,5 включ. | До 1,0 | 4 | 1 |
| " 1,5 " 3,0 " | - | 2 | - | |
| Св. 250 " 500 включ. | " 1,0 " 1,5 " | До 1,0 | 8 | 1 |
| " 1,5 " 4,0 " | Св. 1,0 до 1,5 | 3 | 1 | |
| " 500 " 1000 " | " 1,0 " 1,5 " | До 1,0 | 8 | 2 |
| " 1,5 " 4,0 " | Св. 1,0 до 1,5 | 3 | 1 | |
Примечание. Размер для круглых пузырей - это диаметр, для овальных - половина суммы
длины и ширины.
2.1.2-2.1.4.11. (Измененная редакция, Изм. N 1).
2.1.5, 2.1.5.1-2.1.5.3. (Исключены, Изм. N 1).
2.1.6. На наружную поверхность бутылок допускается наносить защитно-упрочняющие
покрытия, разрешенные к использованию Министерством здравоохранения. На бутылках
с оксидно-металлическими покрытиями допускается иризация.
2.1.7. Не допускаются швы высотой более 0,3 мм на корпусе и дне бутылок и 0,2 мм
- на боковой поверхности и торце венчика горловины в диаметральном направлении и
переход донного шва на корпус выше толщины дна. Допускается гладкий кольцевой след
от плунжера, не выступающий на торец венчика горловины. (Измененная редакция, Изм.
N 1).
2.1.8. Притупленные уголки на сопряжении швов по корпусу не должны превышать 1 мм.
Допускается на дне бутылок наносить насечки высотой 0,1-0,8 мм.
2.1.9. Отклонение от параллельности плоскости торца венчика горловины, плоскости
дна бутылки не должно превышать 0,8 мм.
2.1.10. Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости
дна не должно превышать: 1,5% от общей высоты бутылки для бутылок типа II и 1,4%
- для бутылок остальных типов.
2.1.11. Овальность корпуса и венчиков горловины бутылок не должна превышать предельных
отклонений на диаметр.
2.1.12. Толщина стенок и дна не должна быть менее указанной в табл.10.
Таблица 10
| Тип бутылки | Номинальная вместимость,см3 | Минимальная толщина, мм | |
| корпуса | дна | ||
| II | 750, 400 | 3,0 | 5,0 |
| V, X, XI | 500, 330, 200 | 1,5 | 3,0 |
| Прочие типы | От 100 до 200 | 1,5 | 3,0 |
| Св. 200 " 1000 | 2,0 | 4.0 | |
Примечание. Допускается изготовлять прочие типы бутылок вместимостью свыше 200 см3
с толщиной стенки не менее 1,5 мм и дна не менее 3,0 мм при обязательном нанесении
упрочняющих материалов на поверхности бутылок, или бутылки должны выдерживать без
разрушения в течение 60 с внутреннее гидростатическое давление не менее 0,49 МПа
(5 кгс/см2). (Измененная редакция, Изм. N 1).
2.1.13. Удельная разность хода лучей полярископа-поляриметра при контроле свили
или отжига бутылок не должна превышать 115 нм/см. Не допускается окраска оранжевая,
белая, желтая, зеленая, а также сочетание этих окрасок с голубой в поле зрения полярископа
или полярископа-поляриметра.
2.1.14. Бутылки должны быть термически устойчивыми при перепаде температур, указанном
в табл.11.
Таблица 11
| Тип бутылки | Перепад температур, °С, не менее |
| V, X, XI | 40 |
| Прочие типы бутылок | 35 |
2.1.15. Бутылки должны выдерживать без разрушения в течение 60 с внутреннее гидростатическое давление, указанное в табл.12.
Таблица 12
| Тип бутылки | Внутреннее давление, МПа (кгс/см2), не менее |
| II для резервуарного выпуска | 1,37 (14) |
| II для тиражного выпуска | 1,67 (17) |
| V | 1,47 (15) |
| X и XI | 0,98 (10) |
2.1.16. Показатели водостойкости бутылок при испытании методом вьщелачивания поверхности под воздействием воды не должны превышать указанных в табл.13.
Таблица 13
| Цвет стекла бутылки | Объем 0,01 и раствора соляной кислоты, пошедшей на титрование 50 см3 водной вытяжки, см3, не более, для бутылок вместимостью, см3 | |
| от 100 до 200 | св. 200 до 1000 | |
| Бесцветное и полубелое | 0,45 | 0,35 |
| Зеленое и коричневое | 0,35 | 0,30 |
(Измененная редакция, Изм. N 1).
2.2. Маркировка
2.2.1. На нижней части корпуса бутылок вместимостью до 200 см3 должен
быть оттиск товарного знака и номинальной вместимости (л). На бутылках вместимостью
свыше 200 см3 должен быть также оттиск даты изготовления (год - две последние
цифры), оттиск номера формы. Допускается наносить маркировку полностью или частично
на дне бутылок. При нанесении маркировки на нижнюю часть корпуса бутылки, толщина
маркировочных знаков не должна выходить за наружный диаметр корпуса. (Измененная
редакция, Изм. N 1).
2.2.2. Транспортная маркировка грузов - по ГОСТ 14192 с нанесением манипуляционных
знаков, имеющих значение "Хрупкое. Осторожно" - для всех видов транспортных пакетов
и дополнительно - "Беречь от нагрева" - для пакетов, упакованных в термоусадочную
пленку.
2.2.3. Для сертифицированных бутылок национальный знак соответствия проставляют
в документе о качестве и (или) на упаковке, и (или) в товаросопроводительной документации.
(Введен дополнительно, Изм. N 1).
2.3. Упаковка
2.3.1. Бутылки формируют в транспортные пакеты на поддонах, упаковывают в ящичные
поддоны, в ящики, в специализированные контейнеры, в термоусадочную пленку в виде
блоков в один ряд.
2.3.2. Конкретные виды тары и упаковки, в том числе не предусмотренные в п.2.3.1,
обеспечивающие сохранность продукции при транспортировании, указывают в договорах
между изготовителем и потребителем.
3. ПРИЕМКА
3.1. Партией считают количество бутылок одного типа и вместимости, выработанное
из стекла одного состава и оформленное одним документом о качестве, содержащим:
- товарный знак и (или) наименование предприятия-изготовителя; - условное обозначение
бутылки; - количество бутылок в партии; - дату отправки; - штамп отдела технического
контроля.
3.2. При контроле бутылок потребителем принимают правила, указанные в пп.3.3-3.6.
3.3. Для контроля качества бутылок из разных мест партии отбирают выборку в количестве
0,5%, но не менее 200 шт. Бутылки со сколами, а также бой в выборку для контроля
не включают.
3.3.1. По показателям пп.2.1.3, 2.1.4 контролируют всю выборку.
3.3.2. По размерам бутылок (пп.1.2-1.5), а также по пп.2.1.7-2.1.13 контролируют
25% бутылок от выборки, но не менее 50 шт. 3.3.1, 3.3.2. (Измененная редакция, Изм.
N 1).
3.3.3. По вместимости контролируют 5% бутылок от выборки, но не менее 50 шт.
3.3.4. Для контроля показателя п.2.1.6 (при наличии покрытия) отбирают 5 бутылок.
3.3.5. По показателям термостойкости и сопротивлению внутреннему давлению (пп.2.1.14
и 2.1.15) контролируют 25% бутылок от выборки, но не менее 50 шт. на каждый вид
контроля. Допускается для контроля показателей по пп.2.1.14, 2.1.15 дополнительно
отбирать бутылки от той же партии для комплектования объема выборки.
3.3.6. Для контроля показателя водостойкости (п.2.1.16) от партии отбирают образцы
в количестве, шт.: 15 - для бутылок вместимостью 100 см3; 10 - св. 100
см3.
3.4. Партию считают соответствующей требованиям настоящего стандарта, если количество
бутылок, выдержавших контроль, от проверенного количества составляет, %, не менее:
100 - по водостойкости (п.2.1.16); 99 - по термостойкости (п.2.1.14); 99 - по контролю
сопротивления внутреннему давлению (п.2.1.15); 97 - по остальным показателям, суммарно.
3.5. При получении неудовлетворительных результатов хотя бы по одному из показателей
по нему проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Результаты повторного контроля распространяются на всю партию.
3.6. Если бутылки не выдержали контроль по показателям водостойкости, термостойкости
и сопротивления внутреннему давлению, то партию бракуют.
3.7. Контроль качества бутылок изготовитель проводит по технологическим регламентам
предприятия-изготовителя.
3.8. При сертификационных испытаниях бутылок по требованиям безопасности применяют
правила, изложенные в пп.3.9-3.12.
3.9. Для сертификационных испытаний из разных мест партии отбирают выборку в количестве
не менее 100 шт. Бутылки со сколами, а также бой в выборку не включают.
3.9.1. По показателям пп.2.1.4.1-2.1.4.5 испытывают всю выборку образцов.
3.9.2. По показателям пп.1.5а, 2.1.12 испытывают не менее 25 шт. образцов изделий.
3.9.3. По показателям пп.2.1.14, 2.1.15 испытывают не менее 25 шт. образцов изделий
по каждому показателю.
3.9.4. По показателю п.2.1.16 испытывают 15 бутылок вместимостью 100 см3
и 10 бутылок вместимостью свыше 100 см3.
3.9.5. Для определения химического состава стекла (п.2.1.2) отбирают один образец.
3.10. Образцы изделий считают соответствующими требованиям безопасности настоящего
стандарта, если количество образцов, выдержавших испытания, от проверенного количества
составляет не менее: 100% - по водостойкости (п.2.1.16) и химическому составу (п.2.1.2);
100% - по наличию стеклянных нитей на внутренней поверхности (п.2.1.4.2); 99% -
по размерам венчиков горловин (п.1.5а); 99% - по термостойкости (п.2.1.14); 99%
- по сопротивлению внутреннему давлению (п.2.1.15); 98% - по остальным показателям
суммарно.
3.11. При получении неудовлетворительных результатов испытаний по водостойкости,
химическому составу стекла и наличию стеклянных нитей на внутренней поверхности,
выборку образцов изделий считают не соответствующей требованиям безопасности.
3.12. При получении неудовлетворительных результатов испытаний по остальным показателям
отбирают повторную выборку образцов и испытывают по показателям, не прошедшим испытания
в первой выборке. Результаты повторных испытаний распространяются на всю выборку
образцов изделий. 3.8-3.12. (Введены дополнительно, Изм. N 1).;
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид, цвет, качество стекла и выработки бутылок контролируют визуально.
На дефекты, которые не могут быть измерены, допускается согласовывать образцы дефектов
с потребителем бутылок или разработчиком настоящего стандарта.
4.2. Размеры бутылок контролируют в соответствии с требованиями ГОСТ 24980 калибрами
или другими средствами измерений, обеспечивающими данную точность. Диаметр цилиндрической
части корпуса проверяют на участках, удаленных от швов более чем на 10 мм. (Измененная
редакция, Изм. N 1).
4.3. Размеры пузырей и инородных включений определяют измерительной лупой по ГОСТ
25706 или другими средствами измерений, обеспечивающими заданную точность.
4.4. Отклонение от параллельности плоскости венчика горловины плоскости дна контролируют
в соответствии с требованиями ГОСТ 24980.
4.5. Отклонение от перпендикулярности вертикальной оси бутылки относительно плоскости
дна контролируют в соответствии с требованиями ГОСТ 24980.
4.6. (Исключен, Изм. N 1).
4.7. Высоту швов и уголков на корпусе бутылок контролируют по ГОСТ 24980.
4.8. Толщину стенок и дна бутылок контролируют по ГОСТ 24980.
4.9. Полную вместимость бутылок контролируют по ГОСТ 24980.
4.10. Контроль термостойкости бутылок - по ГОСТ 13903.
4.11. Контроль бутылок на сопротивление внутреннему давлению - по ГОСТ 13904.
4.12. Контроль бутылок на водостойкость - по ГОСТ 13905.
4.13. (Исключен, Изм. N 1).
4.14. Высоту шва на торце венчика горловины контролируют по ГОСТ 24980.
4.15. Свиль и качество отжига бутылок контролируют полярископом или полярископом-поляриметром.
При контроле отжига бутылок и свили окраска поля зрения полярископа должна соответствовать
требованиям п.2.1.13. Качество отжига интенсивно окрашенных бутылок контролируют
поляриметром. Качество отжига контролируют в соответствии с приложением 1. 4.14,
4.15. (Измененная редакция, Изм. N 1).
4.16. Контроль бутылок на наличие оксидно-металлического покрытия
4.16.1. Материалы: - кислота соляная концентрированная по ГОСТ 3118; - ацетон по
ГОСТ 2603; - лак любой марки; - цинковый порошок по ГОСТ 12601.
4.16.2. Проведение контроля На боковой поверхности бутылок лаком наносят три окружности
диаметром 15-20 мм на высоте 15, 80, 140 мм от дна. В центре каждой окружности отмечают
лаком точку диаметром 3-5 мм. На свободную поверхность между окружностью и точкой
наносят порошок цинка и пять капель концентрированной соляной кислоты. Через 5 мин
после нанесения цинкового порошка и соляной кислоты протравленную поверхность очищают
тампоном, лак снимают ацетоном. Появление вытравленного пятна на поверхности бутылок
свидетельствует о наличии оксидно-металлического покрытия.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Бутылки перевозят всеми видами транспорта в крытых транспортных средствах или
контейнерах в соответствии с правилами перевозок грузов, действующими на каждом
виде транспорта.
5.2. Хранение бутылок - по группе 2 (закрытые помещения) или 5 (навесы) по ГОСТ
15150. Допускается хранение на открытых площадках не более 5 мес.
6. УСЛОВИЯ ЭКСПЛУАТАЦИИ
Условия эксплуатации бутылок на заводах-изготовителях - по ГОСТ 30288. (Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1 Справочное
КОНТРОЛЬ КАЧЕСТВА ОТЖИГА
1. Контроль отжига полярископом-поляриметром
1.1. Для контроля отбирают бутылки в соответствии с требованиями настоящего стандарта.
1.2. Аппаратура, материалы: - полярископы-поляриметры типов ПКС-125, ПКС-250 или
других типов; - прибор для измерения толщины стенок и дна изделий; - хлопчатобумажная
ткань для протирания оптических деталей.
1.3. Подготовка к проведению контроля Полярископ-поляриметр должен быть установлен
в затемненном помещении при температуре окружающей среды от 10 до 45 °С и относительной
влажностью не более 80%. Образцы перед испытанием выдерживают в помещении не менее
30 мин.
1.4. Проведение контроля При просмотре изделие ориентируют так, чтобы просматриваемый
участок был перпендикулярен к направлению распространения света полярископа-поляриметра.
При применении полярископа-поляриметра типов ПКС-125 и ПКС-250 переключатель компенсатора
должен находиться в положении
 , а лимб анализатора компенсатора - в нулевом положении.
При вращении изделия находят участки с максимальным напряжением по цветовой окраске.
Вводят чувствительную пластинку
, а лимб анализатора компенсатора - в нулевом положении.
При вращении изделия находят участки с максимальным напряжением по цветовой окраске.
Вводят чувствительную пластинку
 , для чего переключатель анализатора выводят из положения
в положение
. Участку с максимальным напряжением соответствует
максимальное просветление темного поля полярископа-поляриметра. Участок с максимальным
напряжением устанавливают в центре поля зрения. Поворачивая головку анализатора,
добиваются сведения темных полос в центре до потемнения просветленного участка.
Списывают с лимба анализатора показания углов поворота. Измерения для слабоокрашенных
изделий проводят 3 раза, а для интенсивно окрашенных - 6 раз (при выведенном зеленом
светофильтре). Измеряют толщину контролируемого участка S. Для полых изделий значение
S равно двойной толщине стенки при просмотре перпендикулярно к оси изделия.
При просмотре дна изделия S равно его толщине.
, для чего переключатель анализатора выводят из положения
в положение
. Участку с максимальным напряжением соответствует
максимальное просветление темного поля полярископа-поляриметра. Участок с максимальным
напряжением устанавливают в центре поля зрения. Поворачивая головку анализатора,
добиваются сведения темных полос в центре до потемнения просветленного участка.
Списывают с лимба анализатора показания углов поворота. Измерения для слабоокрашенных
изделий проводят 3 раза, а для интенсивно окрашенных - 6 раз (при выведенном зеленом
светофильтре). Измеряют толщину контролируемого участка S. Для полых изделий значение
S равно двойной толщине стенки при просмотре перпендикулярно к оси изделия.
При просмотре дна изделия S равно его толщине.
1.5. Обработка результатов Удельную разность хода ( )
лучей в нанометрах на сантиметр (млн-1) вычисляют по формуле
)
лучей в нанометрах на сантиметр (млн-1) вычисляют по формуле
 ,
,
где
 - угол поворота лимба анализатора, нм; S -
толщина просматриваемого участка изделий (толщина двух стенок), см. За окончательный
результат принимают среднее арифметическое результатов трех определений - для слабоокрашенных
изделий при введенном зеленом светофильтре и среднее арифметическое результатов
шести определений - для интенсивно окрашенных изделий (марки стекол ЗТ-1, ЗТ-2,
ЗТ-3, ЗТ-4, КТ-1) при выведенном светофильтре. Удельная разность хода лучей должна
соответствовать требованиям п.2.1.13.
- угол поворота лимба анализатора, нм; S -
толщина просматриваемого участка изделий (толщина двух стенок), см. За окончательный
результат принимают среднее арифметическое результатов трех определений - для слабоокрашенных
изделий при введенном зеленом светофильтре и среднее арифметическое результатов
шести определений - для интенсивно окрашенных изделий (марки стекол ЗТ-1, ЗТ-2,
ЗТ-3, ЗТ-4, КТ-1) при выведенном светофильтре. Удельная разность хода лучей должна
соответствовать требованиям п.2.1.13.
2. Контроль отжига полярископом
2.1 Контроль отжига проводят полярископом с применением ступенчатых клиньев или
без них.
2.2. Для контроля отбирают бутылки в соответствии с требованиями настоящего стандарта.
2.3. Аппаратура, материалы: - полярископы типов ПКС-500, ПКС-50 или других типов;
- ступенчатые клинья типов СТК-1, СТК-2, СТК-3; - хлопчатобумажная ткань для протирания
оптических деталей.
2.4. Подготовка к проведению контроля Полярископ должен быть установлен и затемненном
помещении при температуре окружающей среды от 10 до 45 °С и относительной влажности
не более 80%. Образцы перед испытанием выдерживают в помещении не менее 30 мин.
2.5. Проведение контроля с применением ступенчатых клиньев Ступенчатый клин располагают
по диагоналям поля зрения полярископа рядом с изделием так, чтобы интерференционные
цвета в клине и изделии имели одинаковую последовательность. Разность хода лучей
в контролируемом изделии определяют путем сравнения интерференционного цвета контролируемого
участка изделия с интерференцией цветов различных ступеней клина. Если цвет одной
из ступеней клина ближе или совпадает с цветом контролируемого участка изделия,
то разность хода лучей в изделии принимают равной разности хода этой ступени клина.
Если цвет контролируемого участка изделия окажется промежуточным между двумя соседними
ступенями клина, то разность хода лучей принимают равной полусумме разностей хода
лучей этих ступеней. Измеряют толщину контролируемого участка S.
2.5.1. Обработка результатов Удельную разность хода лучей ()
в нанометрах на сантиметр вычисляют по формуле
 ,
,
где
 - значение разности хода лучей, определенное
методом сравнения, нм; S - толщина просматриваемого участка, см.
- значение разности хода лучей, определенное
методом сравнения, нм; S - толщина просматриваемого участка, см.
2.6. Проведение контроля без ступенчатых клиньев. Изделие помещают перед анализатором и постепенно поворачивают на 360° в плоскости, перпендикулярной направлению поляризованного света. Окраска поля зрения полярископа должна соответствовать требованиям п.2.1.13.
ПРИЛОЖЕНИЕ 2 Рекомендуемое
| Тип бутылки | Цвет стекла | Назначение бутылки |
| I | Зеленый, бесцветный, полубелый, коричневый | Для вина |
| II | Зеленый, бесцветный | Для шампанских и игристых вин |
| III | Бесцветный, полубелый | Для коньяка, водок и ликероводочных изделий |
| IV, XIII | Бесцветный, полубелый | Для водки и ликероводочных изделий |
| V | Бесцветный | Для безалкогольных напитков |
| VI | Коричневый | Для ликера и вина |
| VII, IX | Бесцветный, полубелый, зеленый | Для растительных масел |
| Х | Бесцветный, полубелый, зеленый, коричневый | Для пива, минеральных вод, безалкогольных напитков, соков |
| XI | Бесцветный, полубелый, коричневый | Для соков |
| XII | Бесцветный, зеленый | Для водки и ликероводочных изделий |